





機械や装置に関係なく、危険を避けるために起動前に点検と準備を行う必要があります。プラスチック押出機の注意点についてお話します。
1.プラスチック押出機の電源を入れる前に、温度は約40〜50分で、その後低速で起動します。ネジに例外、電動機、アンペア表、その他の電流があるかどうかを確認してください。押出機の通常の生産プロセスでは、継続的に補充する必要があります。オペレーターは生産作業を行う際、プラスチックのさまざまな特性に応じてさまざまな温度を調整する必要があります。
2.プラスチック押出機が正常に動作するとき、装置の機械温度は安定しており、高くなったり低くなったりしない必要があります。射出孔付近では、ダイヘッドの温度設定温度が設定温度に達するまで、スクリューとバレルの擦れを防ぐため、エア回転時間を長くしすぎないように注意してください。
3.徐々に供給を追加します。プラスチック押出機の供給は均一でなければなりません。プラスチック押出機上の材料の速度と供給速度が適切に一致しています。そうしないと、パーティクルの品質と出力に影響します。
4.不慮の怪我事故を防ぐため、金型の前には立ち入り禁止です。
5.プラスチックを絞り出した後、押し出された物体を真空冷却装置、牽引装置にゆっくりと調整し、事前にこれらの装置の電源を入れる必要があります。
6.その後、正常な状態になるまで各リンクを適切に調整します。
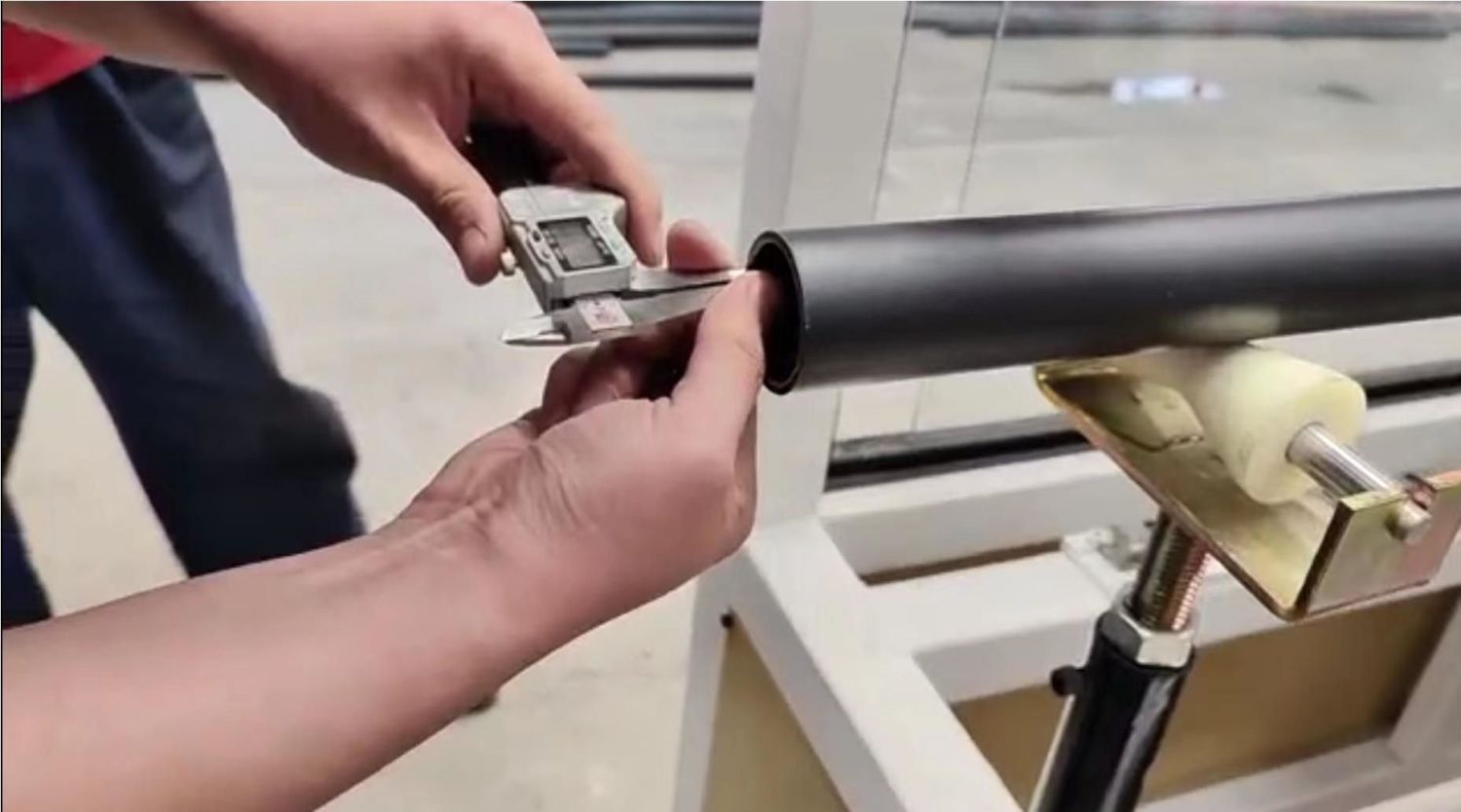
7.サンプリングを切断し、外観が要件を満たしているかどうか、サイズが規格を満たしているかどうかを確認し、性能が規格を満たしているかどうかを迅速に検出し、品質要件に従って押出プロセスを調整して、製品の標準要件を満たします。



投稿日時: 2023 年 3 月 16 日






