




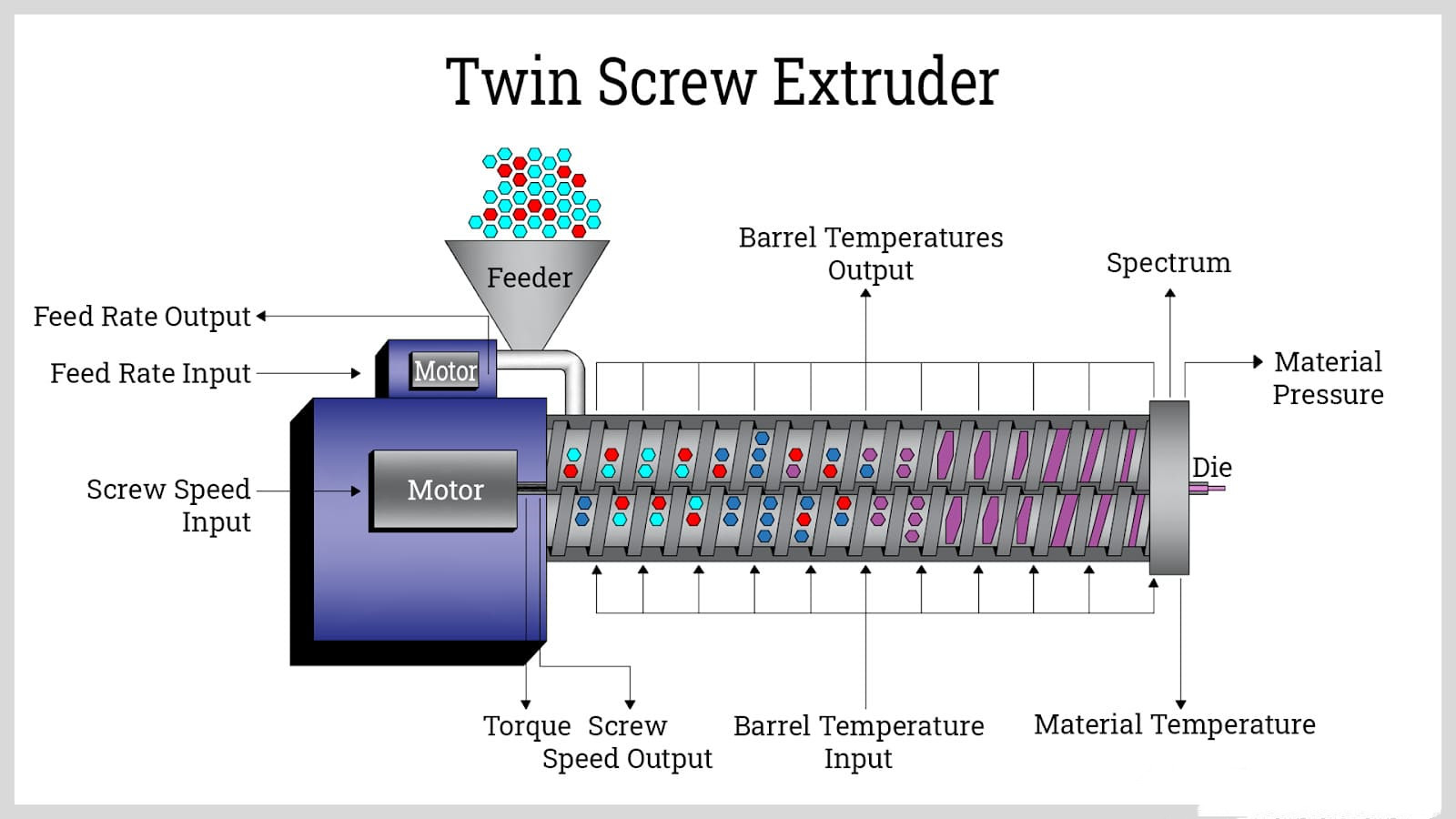
主な押出プロセスの前に、保管されたポリマー原料は、安定剤 (熱、酸化安定性、UV 安定性など)、着色顔料、難燃剤、充填剤、潤滑剤、強化剤などのさまざまな添加剤と混合され、押出成形の特性が向上します。製品の品質と加工性。ポリマーと添加剤を混合することも、目標の特性プロファイル仕様を達成するのに役立ちます。
一部の樹脂システムでは、湿気によるポリマーの劣化を防ぐために追加の乾燥プロセスが通常採用されます。一方、通常は使用前に乾燥する必要がないものの場合、特に冷蔵室に保管されていたものを突然暖かい環境に置くと、材料の表面に水分が凝縮し始めるため、乾燥が必要になる場合があります。
ポリマーと添加剤が混合され乾燥された後、混合物は重力によりフィードホッパーに押出機のスロートを通して供給されます。
ポリマーパウダーのような固体材料を扱うときによくある問題の 1 つは、その流動性です。場合によっては、ホッパー内で材料のブリッジングが発生することがあります。したがって、窒素または不活性ガスの間欠注入などの特別な手段を使用して、供給ホッパーの表面に蓄積するポリマーを妨げ、それによって材料の良好な流れを確保することができます。
材料はスクリューとバレルの間の環状空間に流れ込みます。材料はねじ溝によっても境界付けられます。スクリューが回転すると、ポリマーが前方に搬送され、摩擦力が作用します。
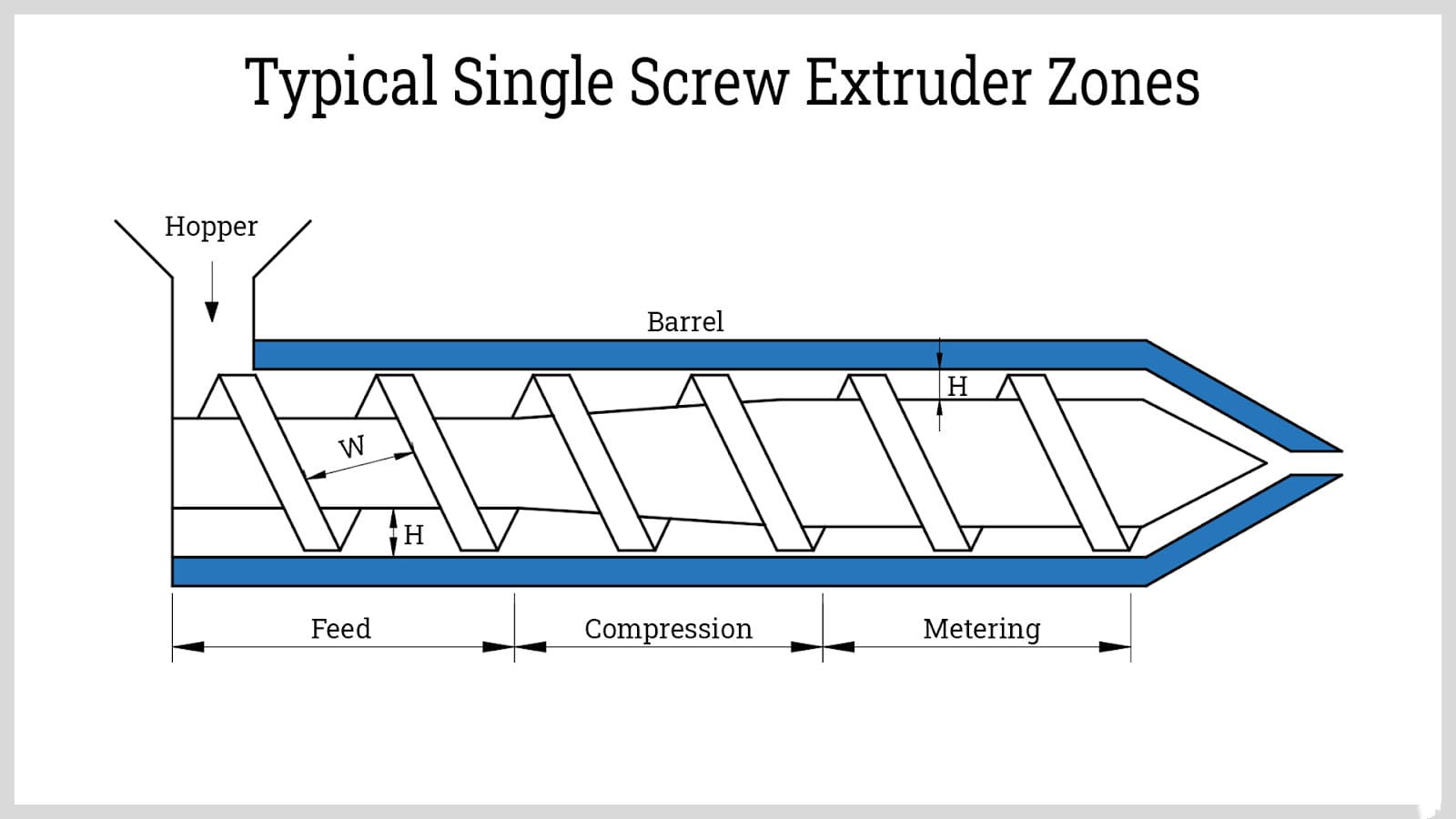
通常、バレルは徐々に温度が上昇するプロファイルで加熱されます。ポリマー混合物が供給ゾーンから計量ゾーンまで移動する際、摩擦力とバレルの加熱によって材料が可塑化され、均一に混合され、混練されます。
最後に、溶融物が押出機の端に近づくと、最初にスクリーン パックを通過します。スクリーンパックは、熱可塑性プラスチック溶融物中の異物を濾過するために使用されます。ダイプレート穴の詰まりも防ぎます。次に、溶融物はダイから押し出され、ダイの形状が得られます。それはすぐに冷却され、一定の速度で押出機から引き離されます。
冷却後、火炎処理、印刷、切断、アニーリング、脱臭などのさらなるプロセスを行うことができます。その後、押出物は検査を受け、すべての製品仕様が満たされていれば梱包および出荷に進みます。
投稿時間: 2022 年 12 月 8 日






